دستهبندی: خدمات برش لیزر
برچسبها :
برش ورق استیل:تا ضخامت 3 میل
برش ورق آهن:تا ضخامت 5 میل
برش ورق گالوانیزه:تا ضخامت 3 میل
برش با اکسیژن:موجود
قیمت های سایت در تاریخ ۱۴۰۵/۰۳/۲۳ بروز شده اند.







برش ورق استیل
تا ضخامت 3 میل
برش ورق آهن
تا ضخامت 5 میل
برش ورق گالوانیزه
تا ضخامت 3 میل
برش با اکسیژن
موجود
برش با کمپرسور
موجود
برش استیل روکشدار
موجود
طراحی و نقشه کشی
موجود
مشاوره
موجود
مهندسی معکوس
موجود
امکان حک روی ورق
موجود
حک لیزر
موجود
خم و جوش و پرداخت و مونتاژ
موجود
تهیه ورق
موجود
با پیشرفت فناوری، **برش لیزر فلزات** به یکی از پرکاربردترین روشها در صنایع مختلف تبدیل شده است. اگر به دنبال خدمات دقیق، سریع و مقرون بهصرفه برای پروژه های فلزی خود هستید، این مقاله تمام جزئیات ضروری را پوشش میدهد.
---
برش لیزر یک فرآیند صنعتی است که از پرتو لیزر متمرکز برای ذوب، بخار یا تصعید فلزات استفاده میکند. این روش با دقت میلیمتری، امکان برش طرحهای پیچیده روی فلزاتی مانند **فولاد، استیل، آلومینیوم، مس و برنج** را فراهم میکند.
- **نحوه کار**: پرتو لیزر توسط دستگاه CNC کنترل میشود و با تمرکز انرژی بالا، فلز را در خطوط تعیین شده برش میدهد.
- **مواد قابل برش**: ضخامت فلزات از ۱ تا ۲۰ میلیمتر (بسته به نوع دستگاه) قابل پردازش است.
---
۱. **دقت فوق العاده**: خطای کمتر از ۰.۱ میلیمتر برای طرحهای پیچیده.
۲. **سرعت بالا**: کاهش زمان تولید نسبت به روشهای سنتی مانند اره یا پانچ.
۳. **کاهش ضایعات**: بهینه سازی طرح ها با نرم افزارهای CAD باعث کاهش پرتی مواد میشود.
۴. **عدم تغییرات حرارتی**: حفظ خواص مکانیکی فلز به دلیل تمرکز انرژی روی نقطه برش.
۵. **انعطاف پذیری**: امکان برش هر نوع شکل هندسی، حتی در تیراژ پایین.
---
هزینه برش لیزر به دو روش محاسبه میشود:
- **بر اساس زمان (دقیقه)**:
-بر اساس زمان برش طرح محاسبه می شود.
- **بر اساس متراژ**:
- آهن و فولاد: 58 ریال به ازای هر میلیمتر برش.
- استیل: 58 ریال با نیتروژن (برای کیفیت بالاتر).
- برای پروژههای عمده (بیش از ۱۰۰ متر)، قیمت کاهش مییابد.
📝 **نکته**: هزینه نهایی به عواملی مانند **ضخامت فلز، نوع گاز کمکی (اکسیژن/نیتروژن)** و پیچیدگی طرح بستگی دارد.
---
۱. **تماس و مشاوره رایگان**: ارسال نقشه یا طرح اولیه به همراه جنس و ضخامت فلز.
۲. **بهینه سازی فایل**: بررسی فایل CAD توسط مهندسین برای کاهش هزینه و زمان.
۳. **تایید نهایی و پرداخت**: ارائه پیش فاکتور و تایید مشتری.
۴. **اجرا و تحویل**: برش با دستگاه های فایبر لیزر پیشرفته و تحویل حداکثر ۷۲ ساعت.
---
- **تجهیزات پیشرفته**: استفاده از دستگاه های **لیزر فایبر** با دقت ۰.۰۲ میلیمتر.
- **پشتیبانی ۲۴ ساعته**: همراهی از طراحی تا تحویل نهایی.
- **گارانتی کیفیت**: بازرسی قطعات با دستگاه های اندازه گیری دقیق.
- **قیمت رقابتی**: تخفیف ویژه برای سفارشات عمده و پروژه های صنعتی.
---
- **صنعت خودروسازی**: ساخت قطعات بدنه، شاسی و لوازم جانبی.
- **ساختمان سازی**: تولید نرده، دربهای دکوراتیو و سازه های فلزی.
- **پزشکی**: ساخت ابزارهای جراحی و ایمپلنت ها.
- **تبلیغات**: ساخت تابلوهای فلزی و المانهای دکوراتیو.
---
- **طراحی بهینه**: فایلهای CAD باید بدون خطا و با لایه های مشخص ارسال شوند.
- **انتخاب گاز مناسب**: نیتروژن برای کیفیت برش استیل و اکسیژن برای سرعت بالاتر.
- **ضخامت استاندارد**: برای فولاد تا ۱۵ میلیمتر و استیل تا ۱۰ میلیمتر بهترین نتیجه را میدهد.
---
با پرکردن فرم درخواست مشاوره یا تماس با شماره 09227939395، پروژه خود را به متخصصان ما بسپارید.
برای دریافت مشاوره و سفارش برش لیزر فلزات تماس بگیرید
دستگاه برش لیزر فایبر می تواند انواع ورق های فلزی را برش دهد. با این حال برش ورق استیل و آهن و گالوانیزه بهترین انتخاب برای برش با این دستگاه است. ورق های از جنس مس، برنج و آلومینیوم و ورق های رنگ شده نباید با این دستگاه برش بخورند. بدلیل وجود رفلکس در این نوع ورق ها اشعه لیزر برگشت خورده و باعث خرابی دستگاه می شود.
-برای برش ورق هایی که که از یک سمت رنگ شده اند بهتر است از سمت دیگر ورق که رنگ نشده است برش داد. در این حالت باید نقشه برش را با توجه به جهت برش آیینه کرد.
-همچنین برای برش ورق هایی که از دو طرف رنگ دار هستند اگه فایل برش کوتاه هست مانند برش یک دایره تنها می توان با سنگ فرز و کف ساب می توان پشت ورق رنگی را سابید و از روی قسمتی که بدون رنگ شده است برش را انجام داد. در صورتیکه فایل برش شلوغ باشد و نتوان از کف ساب استفاده کرد نباید ورق را برش داد زیرا باعث خراب شدن سورس دستگاه می شود.
-برای برش ورق های فلزی دستگاه های برش پلاسما، برش CO2 ، برش فایبر و... قابل استفاده هستند. این دستگاه ها هر کدام دارای مزایا و معایبی هستند. دستگاه برش لیزر فایبر فلزات بعنوان یکی از جدیدترین تکنولوژی ها در این زمینه بحساب می آید. این روش کیفیت برش بهتری نسبت به سایر روش ها دارد و برای برش ورق های نازک و نقشه های ظریف و برش نزدیک به هم بسیار مناسب است.
-همچنین در دستگاه فایبر حرارت تولیدی در برش بسیار پایین تر از روش های دیگر است و باعث بهتر شدن کیفیت برش، نسوختن روکش ورق های روکش دار و باقی نمانده تنش حرارتی پسماند می شود. قطر پرتو لیزر بسیار نازک بوده و این امر باعث کم شدن ضخامت خط برش و بالا رفتن دقت برش تا ۰.۰۵ میلیمتر می شود.
-دستگاه برش لیزر فایبر میتواند علاوه بر استفاده از کپسول اکسیژن و نیتروژن بعنوان گاز کمکی از کمپرسور هوا نیز برای برش برخی ورق ها استفاده کند. این امر باعث پایی ن آوردن قابل ملاحظه هزینه و دردسر برش با کپسول می شود.
-شرکت آران استیل البرز با دارا بودن دستگاه برش لیزر فایبر خارجی آماده ارائه خدمات با کیفیت به مشتریان گرامی می باشد.
-در صورت استفاده از دستگاه برش لیزر فایبر می توان برای برش ورق های استیل و آهن تا ضخامت مشخص از کمپرسور هوا استفاده نمود. البته باید توجه نمود که دستگاه کمپرسور اسکرو بهمراه درایر و خشک کن هوا و همچنین فیلتر کربنی روغن بهمراه کمپرسور هوا نیاز است تا خروجی هوای بدون نوسان فشار و همچنین بدون رطوبت و روغن وارد دستگاه شود، در غیر اینصورت کیفیت برش پایین آماده و قسمت های داخلی دستگاه دچار آسیب می شوند. شرکت کمپرسور بهسان یکی از تولید تولید کننده های دستگاه های کمپرسور اسکرو بهمراه فیلترهای مورد نیاز برای استفاده جهت برش لیزر می باشد.
- با استفاده از کمپرسور می توان ورق استیل بدون روکش را تا ضخامت ۳ میلیمتر بصورت تمیز برش داد. علت آن است که هوا از ترکیب اکسیژن و نیتروژن تشکیل شده است ولی بیشتر آن را گاز نیتروژن تشکیل داده است و گاز نیتروژن همان گاز مورد استفاده در برش ورق های استیل است. ورق استیل روکشدار با ضخامت تا یک میلیمتر را می توان بصورت مستقیم از روی ورق برش داد ولی ممکن است پشت ورق مقداری پلیسه کند که بعلت وجود روکش است ولی بدلیل سرعت مناسب برش در این روش می توان از پلیسه بوجود آمده چشم پوشی نمود.
-ورق آهن تا ضخامت دو میل قابل برش با کمپرسور هوا می باشد. هر چند بدلیل اینکه برش آهن نیاز به گاز اکسیژن دارد و گاز اکسیژن در هوا نسبت کمتری نسبت به نیتروژن دارد، برش ورق آهن با کمپرسور دارای اندکی پلیسه است ولی بدلیل سرعت مناسب و هزینه پایین این روش می توان این نوع برش را قابل قبول دانست.
-نازل مورد استفاده در این روش نازل تک مسی است و قطر سوراخ آن بطور متوسط باید یک و نیم میلیمتر باشد. همچنین فشار کمپرسور باید بالا باشد(حدودا هشت بار به بالا).
-💣لازم بذکر است مطالب ذکر شده جهت اطلاع عمومی است و باید توجه نمود که ویژگی های برش با توجه به توان دستگاه و نوع برند سورس می تواند متفاوت باشد.
-برای برش ورق استیل بدون روکش تا ضخامت سه میلیمتر می توان از کمپرسور استفاده نمود. برای ضخامت های بالا تر باید از گاز نیتروژن با فشار بالا استفاده نمود. نازل مورد استفاده در این روش نازل تک مسی است و قطر سوراخ آن با توجه به ضخامت ورق باید بزرگ باشد(بطور مثال سوراخ دو میلیمتر). ویژگی برش با گاز نیتروژن نسبت به گاز اکسیژن پایین بودن دمای کار آن است که باعث می شود قطعه تاب ور ندارد و ذوب نشود و می توان در این روش هندسه های بسیار کوچک را برش داد.
-یکی از معایب این روش استفاده زیاد از گاز نیتروژن بدلیل نیاز به فشار بالای گاز سر نازل حین برش است که هزینه بر است. همچنین در صورت استفاده از مخزن بزرگ نیتروژن مایع نیاز به هیتر و گرمکن گاز قبل از ورود به دستگاه می باشد.
-برای برش آهن تا ضخامت یکونیم میل می توان از کمپرسور با نازل تک مسی و فشار بالا سر نازل استفاده کرد. در صورت استفاده از کپسول باید گاز اکسیژن با فشار بالا مثلا شش بار و نازل تک مسی و همچنین سرعت برش بالا مثلا ده متر بر دقیقه استفاده نمود. برای برش ورق آهن با ضخامت بالا نیاز است از کپسول اکسیژن و نازل دابل استفاده شود. سرعت برش در این روش باید پایین باشد مثلا ۳ متر بر ثانیه و فشار گاز اکسیژن نیز باید کم باشد مثلا ۰.۶ بار.
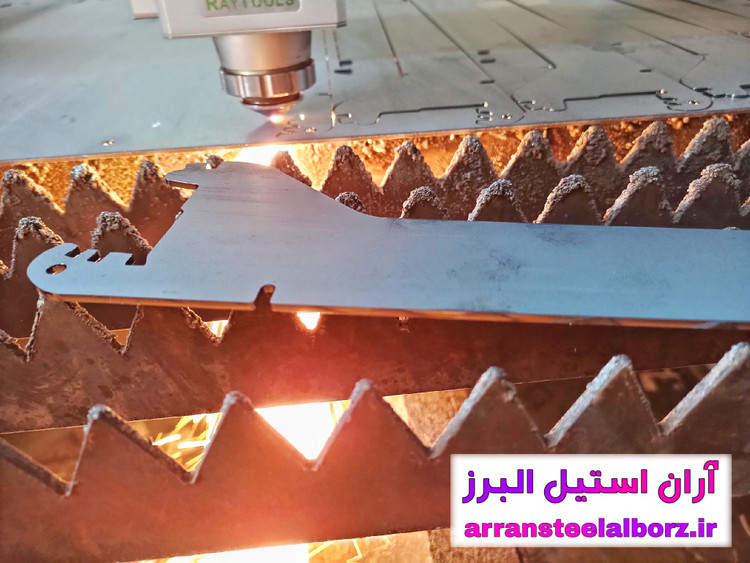
-یکی از معایب استفاده از گاز اکسیژن بالا بودن ضخامت خط برش است و در صورتی که قطعه بعد از برش از نظر ابعادی مشکل داشته باشد باید با استفاده از آفست نقشه را بگونه ای تغییر دهیم که تلورانس های ابعادی برقرار شوند. در زیر نمونه ای از برش ورق آهن در شرکت آران استیل البرز مشاهده می کنید:
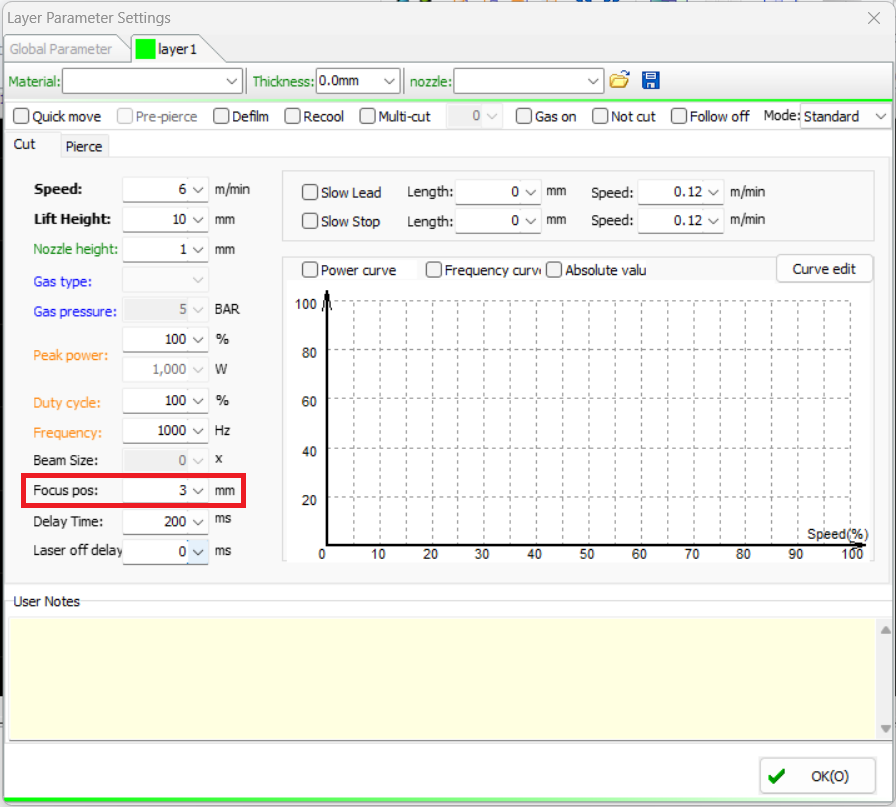
-پارامتر فوکوس با استفاده از جابجایی لنز های داخل هد دستگاه تنظیم می شود. هر چه فوکوس مثبت و عدد آن بیشتر باشد ضخامت اشعه لیزر بیشتر می شود. برای برش ورق های آهن معمولا از فوکوس مثبت استفاده می شود. این عدد معمولا بین عدد صفر تا مثبت سه تنظیم می شود.
-هر چه فوکوس منفی و عدد آن بزرگتر باشد ضخامت اشعه لیزر نازک تر خواهد بود. معمولا ورق های استیل با استفاده از فوکوس منفی بریده می شوند. این عدد معمولا برای برش ورق استیل با توجه به ضخامت ورق از صفر تا منفی سه تنظیم می شود.
-برای برش ورق های با ضخامت بالا از لید (Lead) استفاده می شود. لید خط کوچکی است که از بیرون قطعه کار شروع می شود و با اتصال به قطعه کار فرآیند برش قطعه را آغاز می کند. بدلیل بالا بودن ضخامت ورق دستگاه نیاز است تا در ابتدای لید با استفاده از گزینه پیرس (Pierce) به ورق نفوذ کند. این نفوذ ممکن است باعث ایجاد حفره در ابتدای لید شود، بهمین دلیل ابتدای خط لید را در بیرون قطعه قرار می دهند تا قطعه کار خراب نشود. این پیرس می تواند بسته به ضخامت ورق یک یا دو یا سه مرحله ای باشد. در مراحل مختلف پیرس از فوکوس منفی استفاده می شود تا فرآیند نفوذ را تسهیل کند و همچنین حفره ی کوچکتری از خود بجا گذارد.
-برای تنظیم پارامتر فوکوس در هنگام برش باید ابتدا با توجه به جنس ورق و ضخامت آن مقداری را برای فوکوس انتخاب کرد. سپس اندک اندک آن را زیاد کرد و هر دفعه نمونه ای را برش داد و پلیسه آن را بررسی نمود. در صورتی که میزان پلیسه هر دفعه بدتر شد باید مقدار فوکوس را اندک اندک از مقدار اولیه انتخاب شده کم کرد و به سمت دیگر رفت. به این ترتیب با آزمون و خطا بهترین مقدار پارامتر فوکوس برای برش ورق خاص مورد نظر بدست می آید.